Industrieboden beschichten lassen – Fachbetrieb Berlin
Industrieböden stehen unter dauerhafter mechanischer, chemischer und thermischer Beanspruchung – ein ungeeignetes Beschichtungssystem führt typischerweise innerhalb von zwei bis drei Jahren zu Blasenbildung, Delamination oder Rissbildung. Entscheidend ist nicht die Schichtdicke allein, sondern die Systemauswahl: Epoxidharze (EP), Polyurethane (PU) und Polymethylmethacrylate (PMMA) besitzen grundlegend verschiedene Eigenschaften hinsichtlich UV-Beständigkeit, Temperaturtoleranz und Chemikalienresistenz.
Ebenso kritisch ist die Substratbewertung vor der Applikation: Der Abreißwert des Untergrunds muss nach DIN EN 1542 mindestens 1,5 N/mm² betragen; liegt die Betonfeuchte (gemessen als CM-Wert) bei EP-Systemen über 2 %, sind Haftungsversager durch Dampfdruck vorprogrammiert. Diese Voruntersuchung ist kein optionaler Mehraufwand – sie ist technische Grundvoraussetzung für eine haltbare Beschichtung.
Was umfasst Industrieboden-Beschichtung?
- Untergrundprüfung: CM-Messung (Zielwert <2 %), Abreißversuch nach DIN EN 1542, Rissbewertung
- Untergrundvorbereitung: Diamantschleifen oder Kugelstrahlen auf definierten Ankergrund (CSP 3–5)
- Rissbehandlung: formschlüssiges Verpressen (bewegungslose Risse) oder rissüberbrückende Schicht (bewegliche Risse)
- Grundierung: lösemittelarme EP-Grundierung, ggf. feuchtigkeitstolerante PUR-Formulierung bei erhöhtem CM-Wert
- Deckschicht: systemgerechte Wahl (EP-Verlaufsbeschichtung / PU-Versiegelung / PMMA-Schnellbeschichtung) nach Chemikalienklasse und R-Wert-Anforderung
- Qualitätsdokumentation: Schichtdickenmessung, Haftprüfung Stichprobe, Übergabeprotokoll mit Produktdatenblättern
Industrieböden werden nach Nutzungsprofil dimensioniert: Lagerhallen benötigen andere Systeme als Produktionsflächen mit chemischem Eintrag oder ESD-pflichtige Bereiche in Elektronikfertigung und Pharma. Die korrekte Systemauswahl setzt eine genaue Kenntnis der Beanspruchungsklassen voraus.

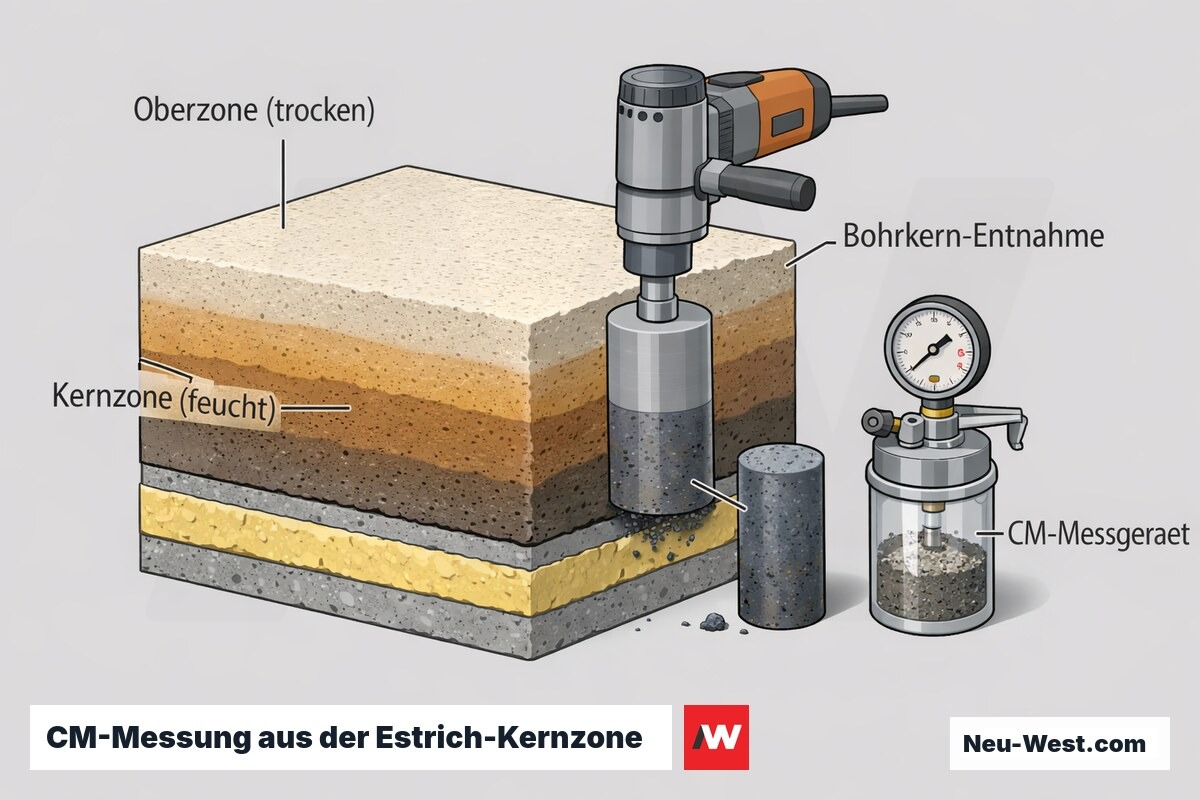
CM-Messung statt Folientest: die einzig verlässliche Feuchteprüfung
Der Folientest weist lediglich kapillare Oberflächenfeuchte nach und ist als alleinige Entscheidungsgrundlage vor Beschichtungsbeginn ungeeignet. Die Calcium-Carbid-Methode (CM-Messung) bestimmt den absoluten Massefeuchtegehalt in CM-% und gilt als einziges normativ anerkanntes Verfahren vor dem Auftragen von Reaktionsharz-Beschichtungen. Praxisgrenzwerte: Zementestrich ≤ 2,0 CM-%, Heizestrich ≤ 1,8 CM-%, Calciumsulfatestrich ≤ 0,5 CM-% — bei Überschreitung treibt verbleibende Feuchte osmotischen Druck unter den Film.
Neubauten weisen häufig Feuchtigkeitsgradienten auf: die Oberzone trocknet schneller als tiefer liegende Schichten, sodass eine Einzelmessung trügerisch sein kann. Bei Estrichdicken über 60 mm sind Bohrkerne zur Probenentnahme aus der Kernzone empfehlenswert — nur so erfasst die CM-Messung den tatsächlich beschichtungsrelevanten Wassergehalt.
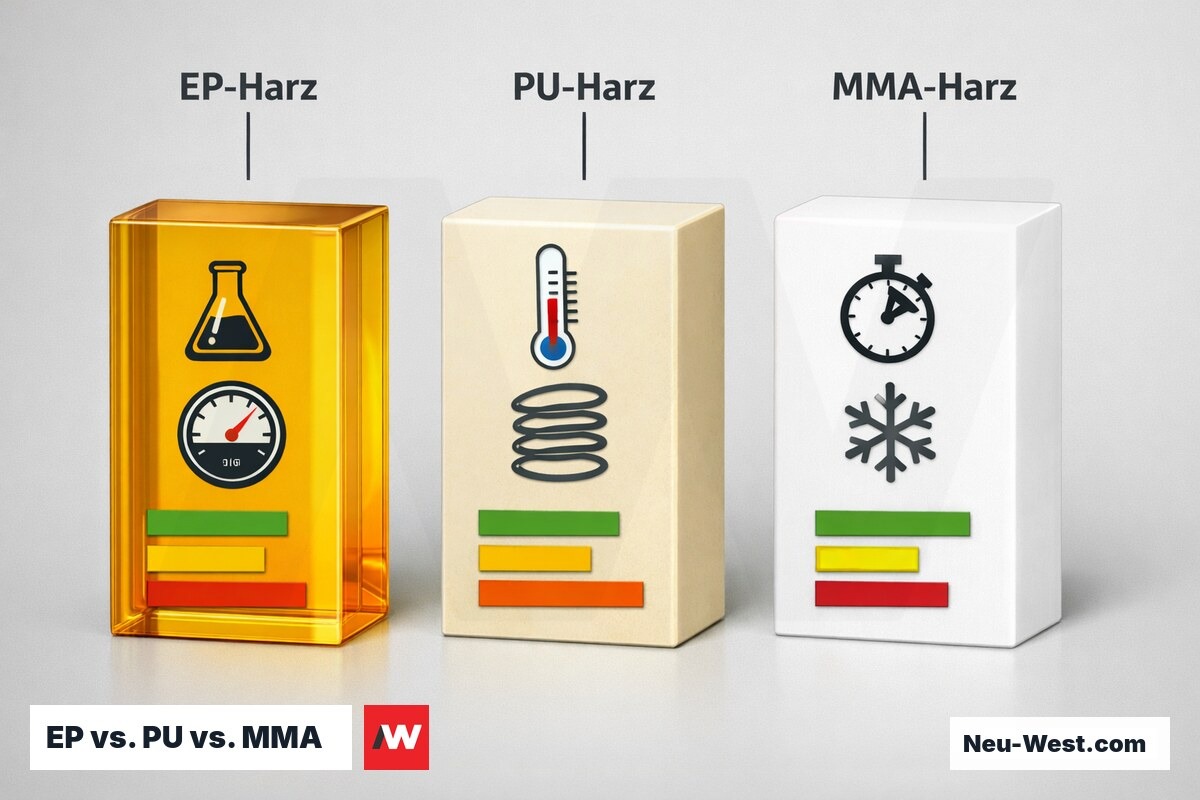
Beschichtungssysteme: EP, PU, MMA und PU-Zement im Überblick
Epoxidharz (EP)
Universelles Standardsystem mit Druckfestigkeit ≥ 70 N/mm², dauerhaft beständig gegen Mineralöle, Kraftstoffe und verdünnte Säuren. Verarbeitung nur bei Untergrundtemperatur ≥ +10°C; lösemittelarme Varianten mit VOC < 50 g/l verfügbar. Schichtdicke 0,3–3 mm.
Polyurethan (PU)
Elastisch und schlagfest, geeignet bei thermischem Wechsel (z. B. Kühlräume mit häufigem Türöffnen). Höhere Rissüberbrückungskapazität als EP, UV-stabile Systeme für verglaste Bereiche erhältlich. Schichtdicke 1–5 mm.
MMA / PMMA
Methacrylat-Systeme härten auch bei -30°C aus und sind innerhalb von 1–3 Stunden wieder begehbar. Intensiver Eigengeruch erfordert Frischluftzufuhr und Atemschutz (Filterklasse A/P2). Topfzeit stark temperaturabhängig: bei -10°C ca. 20 min, bei +20°C ca. 5–10 min.
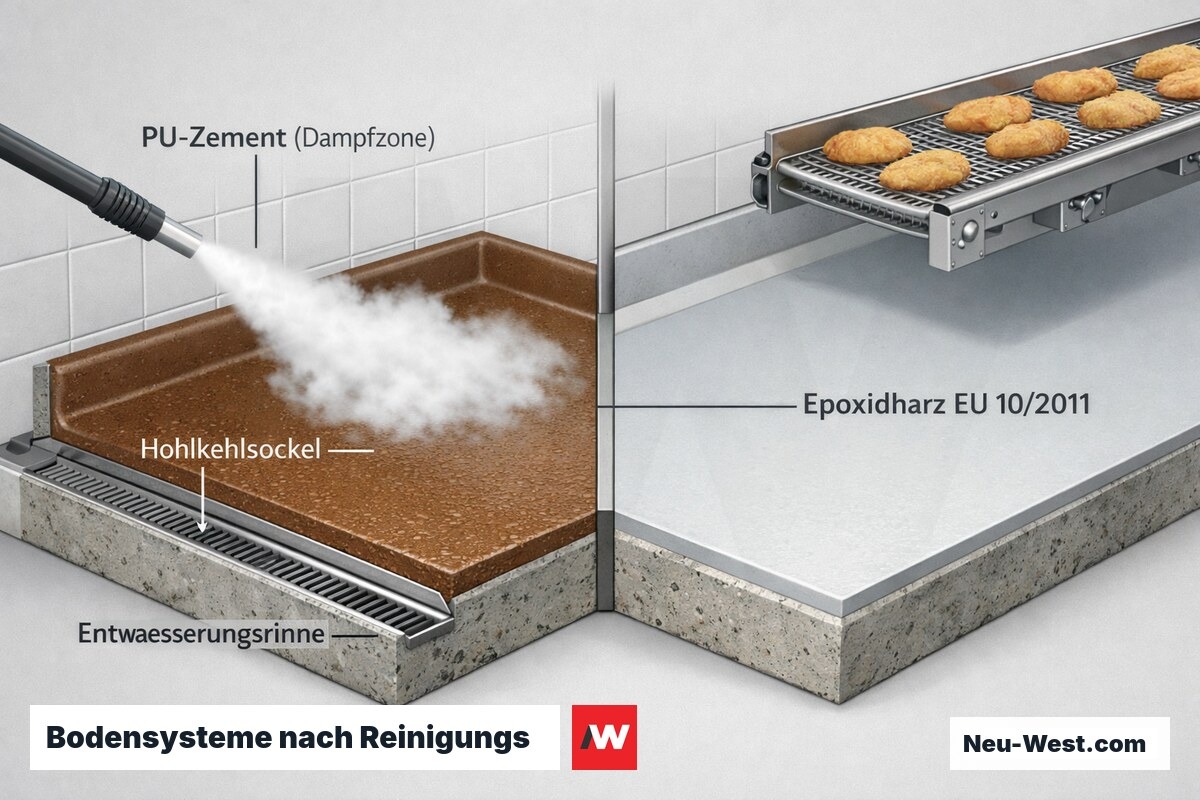
PU-Zement
Hybridpolymer aus Polyurethan und Portland-Zement: thermische Dauerbelastbarkeit -40 bis +130°C, säure- und laugenbeständig, dampfdurchlässig. Mindestschichtdicke 6 mm. Vorzugsweise in Lebensmittelproduktion, Brauereien und chemischer Industrie.
Haftzugprüfung nach EN 1542: warum Sichtprüfung des Untergrunds nicht ausreicht
Zementschlämme, Trennmittelreste, Staub und Sinterschichten sind optisch kaum von tragfähigem Beton zu unterscheiden. Die Haftzugprüfung nach EN 1542 mit aufgeklebten Stahlprüfstempeln (Ø 50 mm) liefert objektive Messwerte in N/mm² — der anerkannte Mindestwert nach Grundierungsauftrag liegt bei ≥ 1,5 N/mm².
Das Versagensbild ist ebenso wichtig wie der Zahlenwert: Kohäsionsversagen im Beton (Substrat reißt unterhalb der Grundierung) signalisiert unzureichende Betonqualität; Adhäsionsversagen an der Grenzfläche weist auf unzureichende Reinigung oder Feuchte hin. Mindestens drei Prüfstellen je 100 m² sind zu dokumentieren und im Abnahmeprotokoll festzuhalten.
Nutzungsprofil-Assistent: Welches System passt?
Welche Nutzung trifft auf Ihren Bereich zu?
Was kostet ein Industrieboden?
Nettorichtwerte inkl. Material und Verarbeitung; Untergrundvorbereitung separat ausgewiesen. Kleinflächen, Sondergeometrien und kurze Taktstillstände erhöhen den Aufwand spürbar.
| Leistung | Preis-Spanne (Richtwert) |
|---|---|
| Untergrundvorbereitung (Kugelstrahlen / Fräsen) | 8–18 EUR/m² |
| EP-Dünnschicht (0,3 mm, 2-lagig) | 18–30 EUR/m² |
| EP-Mittelbeschichtung (1–2 mm) | 28–48 EUR/m² |
| EP-Schwerbeschichtung (2–4 mm) | 40–70 EUR/m² |
| PU-Beschichtung (2–3 mm) | 45–85 EUR/m² |
| MMA-Beschichtung (1–3 mm) | 50–95 EUR/m² |
| PU-Zement-System (6 mm) | 70–120 EUR/m² |
| Aufpreis ESD-Leitschicht | +20–35 EUR/m² |
| Aufpreis R13-Ausrüstung (Quarzsand + Versiegelung) | +8–18 EUR/m² |
Richtwerte für Berlin/Brandenburg, projektabhängig — kostenloses Festpreis-Angebot anfragen.
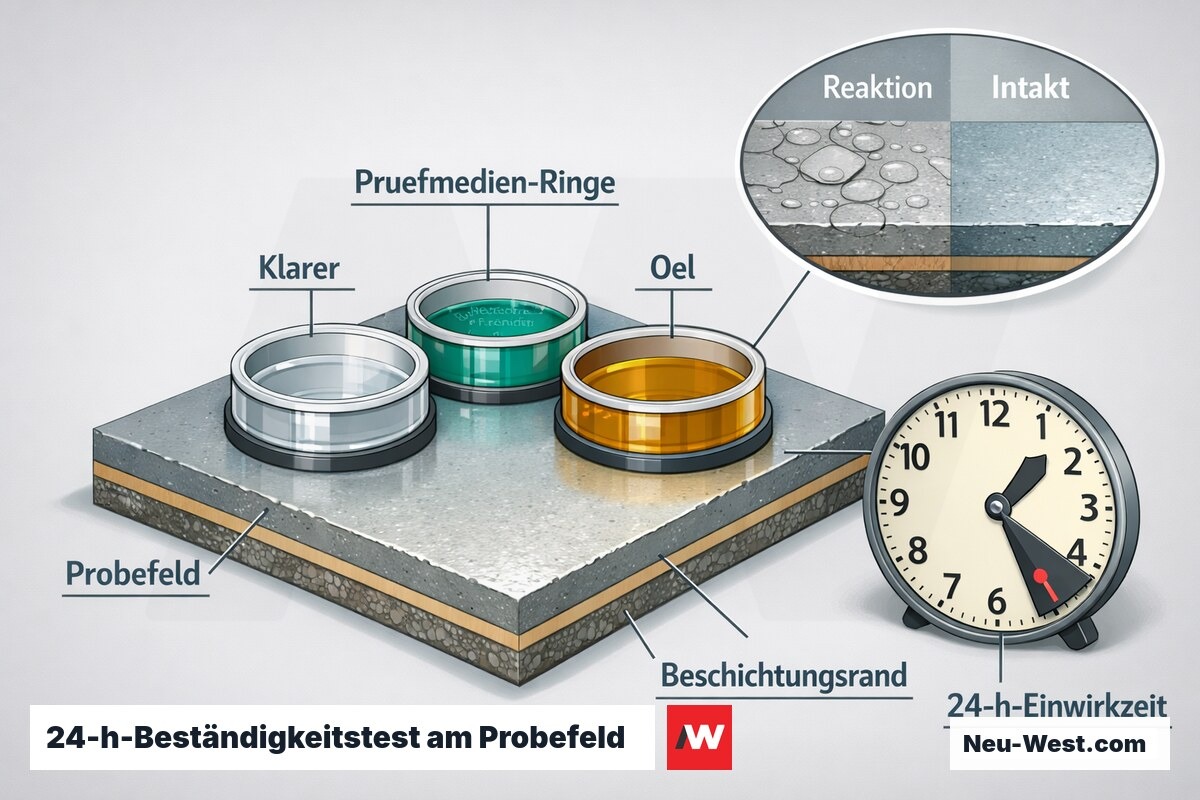
Chemische Beständigkeit: Systemwahl nach Medienprofil und Einwirkzeit
Beständigkeitsangaben in technischen Merkblättern unterscheiden grundsätzlich zwischen Spritzwasserbelastung (< 1 h), Standbelastung (< 24 h) und Dauereinwirkung — die gleiche Substanz kann kurzfristig unproblematisch, dauerhaft aber schädlich sein. Epoxidharz ist gegen Mineralöle, Kraftstoffe und verdünnte Säuren dauerhaft beständig, versagt jedoch bei konzentrierter Essigsäure (> 10 %), heißen Laugen und chlorierten Lösemitteln.
Für Betriebe mit wechselndem Medienprofil (CIP-Reinigung, Lagerwechsel) empfiehlt sich eine betriebsspezifische Prüfung: ein 24-h-Beständigkeitstest auf einem Probefeld des gewählten Systems liefert verlässlichere Aussagen als allgemeine Herstellertabellen. PU-Zement und Vinylester-Systeme decken ein breiteres Medienprofil ab, sind aber deutlich teurer.
Systemvergleich: EP — PU — MMA — PU-Zement
| Kriterium | EP | PU | MMA | PU-Zement |
|---|---|---|---|---|
| Verarbeitungstemperatur | ≥ +10°C | ≥ +5°C | bis -30°C | ≥ +5°C |
| Begehbar nach | 12–24 h | 8–16 h | 1–3 h | 16–24 h |
| Schichtdicke | 0,3–3 mm | 1–5 mm | 1–3 mm | 6–9 mm |
| Therm. Dauerbelastung | bis +60°C | bis +80°C | bis +60°C | -40 bis +130°C |
| Chem. Beständigkeit | gut | mittel–gut | gut | sehr gut |
| Rissüberbrückung | gering | hoch | mittel | mittel |
| Geruchsbelastung | gering | gering | stark (A/P2) | gering |
| Relative Kosten | 1,0 | ca. 1,3 | ca. 1,5 | 1,8–2,2 |
Elektrostatisch ableitfähige Industrieböden: Normwerte, Messpflicht und Systemaufbau
ESD-Böden werden nach EN 1081 in zwei Klassen unterteilt: leitfähig (elektrischer Widerstand < 10⁶ Ω, für explosionsgefährdete Bereiche nach ATEX-Richtlinie 2014/34/EU) und dissipativ (10⁶–10⁹ Ω, für Elektronikmontage und Reinräume). Die Messung erfordert normkonforme Elektrodengeometrie mit definiertem Anpressdruck — ein handelsübliches Multimeter genügt nicht.
Systemtechnisch wird unter der Nutzschicht eine leitfähige Zwischenlage aus Kohlefaser- oder Rußpartikeln eingebaut und mit Kupferfolie-Erdungsstreifen verbunden. Erdungsstreifen-Abstände ≤ 10 m sind in Ex-Bereichen Pflicht; die Ableitfähigkeit ist nach DGUV-Regelwerk mindestens jährlich zu messen und schriftlich zu protokollieren — ohne Nachweis erlischt der Versicherungsschutz bei Schadenereignis.
Kostenkalkulator: EP-Vollbeschichtung Industrieboden
Richtwert für EP-Vollsystem (Primer + 2-mm-Schicht + Versiegelung) inkl. maschinellem Schleifen des Untergrunds. Aufpreis Untergrundvorbereitung: Kugelstrahlen ca. +3–5 EUR/m², Fräsen ca. +6–10 EUR/m². Systemwechsel: PU ca. +8–15 EUR/m², MMA (schnellhärtend, Kälteanwendung) ca. +15–25 EUR/m² gegenüber EP.
Unverbindlicher Richtwert – der genaue Preis hängt von Untergrund, Aufwand und Ausführung ab.
Technische Kennwerte Industriebodenbeschichtungen
| Kennwert | Grenzwert / Referenz |
|---|---|
| Mindest-Druckfestigkeit Untergrund | C25/30 (≥ 25 N/mm²) |
| Haftzugfestigkeit nach Grundierung | ≥ 1,5 N/mm² (EN 1542) |
| Feuchtegehalt Zementestrich | ≤ 2,0 CM-% (≤ 1,8 bei Heizestrich) |
| Feuchtegehalt Calciumsulfatestrich | ≤ 0,5 CM-% |
| Druckfestigkeit EP-Beschichtung | ≥ 70 N/mm² (typisch) |
| Abriebfestigkeit EP (Taber CS17 / 1000 g) | < 30 mg Masseverlust |
| ESD leitfähig | < 10⁶ Ω (EN 1081) |
| ESD dissipativ | 10⁶–10⁹ Ω (EN 1081) |
| Rutschhemmungsklassen | R9–R13; V4–V10 cm³/dm² (DIN 51130) |
| Therm. Dauerbelastung PU-Zement | -40°C bis +130°C |

Industrieböden in Lebensmittel- und Pharmabetrieben: was HACCP-Konformität baulich bedeutet
HACCP-konforme Böden müssen fugenlos, abriebfrei und chemisch beständig gegen alle betriebsüblichen Reinigungs- und Desinfektionsmittel sein. In Nassarbeitsbereichen gilt ein Entwässerungsgefälle von mindestens 1,5 % als Planungsrichtlinie; in der Lebensmittelverarbeitung sind ≥ 2 % üblich, um Pfützenbildung als Hygienequelle auszuschließen.
Bei direktem Lebensmittelkontakt (z. B. offene Förderanlagen über dem Boden) sind Epoxidharze nach EU-Verordnung 10/2011 (Kunststoffe im Kontakt mit Lebensmitteln) zu wählen. Heißdampfreinigung (bis 90°C) verträgt Standard-EP nicht dauerhaft — in Zonen mit Dampfreinigung oder Hochdruckdampf sind PU-Zement oder hochtemperaturbeständige PU-Systeme die fachlich korrekte Wahl.
Untergrundfeuchte: häufigste Ursache für spätes Haftungsversagen
Beschichtungen auf feuchtem Untergrund verlieren die Haftung oft erst Wochen nach Fertigstellung — wenn der osmotische Druck der verdunstenden Feuchte die Bindekraft übersteigt. Folientest allein schützt nicht vor Rückforderungen. CM-Messung ist zwingend, auch bei optisch trocken wirkendem Estrich.
MMA-Topfzeit: bei Wärme unter 8 Minuten
Bei +25°C liegt die Topfzeit vieler MMA-Systeme unter 8 Minuten. Wer zu viel Material ansetzt oder die Applikation verzögert, riskiert vorzeitige Gelierung in der Mischbüchse. Mischmengen immer auf die geplante Verarbeitungszeit abstimmen — nicht auf die Rührkapazität.
Nassfilmdicke ≠ Trockenschichtdicke: Ausschreibung präzisieren
Ausschreibungen sollten stets die Trockenschichtdicke (DFT) fordern — nicht die Nassfilmdicke. Volumenschwund beim Aushärten liegt je nach System bei 5–15 %. Fehlende Präzisierung führt systematisch zu Unterschreitungen und Streitigkeiten bei der Abnahme.
R-Klassen und Verdrängungsräume: Zielkonflikt zwischen Rutschhemmung und Reinigbarkeit
DIN 51130 klassifiziert Rutschhemmung von R9 (leicht erhöhte Anforderung, z. B. Nassräume) bis R13 (hohe Anforderung bei Ölanwesenheit, z. B. Maschinenhallen). Ölgefährdete Bereiche erfordern zusätzlich definierte Verdrängungsräume V4–V10 in cm³/dm²: strukturierte Profilvertiefungen, die Öl seitwärts verdrängen, bevor der Schuh aufsetzt.
Der Praxiskonflikt: Je rauer die Oberfläche (R12/R13), desto schwerer ist sie vollständig zu reinigen — Fettrückstände setzen sich in Poren und Strukturtälern fest. Bewährte Lösung: Quarzsandeinstreuung in die Zwischenschicht, nach Aushärtung abgekehrt und versiegelt — so entsteht eine profilierte, aber geschlossene Oberfläche. Reinigungsintervall und R-Klasse müssen gemeinsam mit dem Nutzer abgestimmt werden.
Ablauf einer Industriebodenbeschichtung: sieben Phasen mit Prüfpflichten
Untergrundanalyse
Druckfestigkeitsklasse prüfen (Rückprallhammer oder Bohrkernentnahme), CM-Messung an mindestens 3 Stellen je 200 m², Sichtprüfung auf Risse, Hohlstellen und Verunreinigungen.
Haftzugversuch (Vorabprüfung)
Stempelhaftversuch nach EN 1542 vor Beschichtungsbeginn — Entscheidung, ob der Untergrund direkt beschichtbar ist oder Reprofilierungsmörtel und erweiterte Vorbehandlung erforderlich sind.
Untergrundvorbereitung
Kugelstrahlen auf Reinheitsgrad Sa 2,5 (EN ISO 8501-1) oder Fräsen auf Rautiefe Rz ≥ 50 µm; Hohlstellen ausklopfen und vergießen, Risse injizieren oder schließen.
Grundierung
Lösemittelhaltige Grundierung bei saugfähigem Untergrund (tiefere Penetration), lösemittelarme EP-Grundierung bei dichtem Beton. Verbrauch exakt messen (typisch 0,3–0,5 kg/m²), Topfzeit einhalten.
Zwischen- und Nutzschicht
Systemabhängig ein- oder mehrlagig; bei R-Klassen-Anforderung Quarzsandeinstreuung (Körnung 0,3–0,8 mm) in die Zwischenschicht, nach Aushärtung Abkehren der losen Körner vor Versiegelung.
Topcoat / Versiegelung
Abschließende Schutzlage (0,1–0,3 mm): definiert Glanzgrad, Reinigbarkeit, UV-Beständigkeit und chemische Endbeständigkeit. Farbwahl nach RAL-Farbfächer; Sicherheits- und Fahrwegmarkierungen integrierbar.
Abnahmeprüfungen
Haftzugversuch (mind. 3 Stellen / 100 m²), Schichtdickenmessung (Wirbelstrommessgerät), bei ESD-Böden Widerstandsmessung nach EN 1081 — alle Messwerte protokollieren und übergeben.
MMA-Beschichtung bei Frost: Einsatzvorteil Tiefkühllager und die unterschätzten Verarbeitungsauflagen
Epoxidsysteme reagieren bei Untergrundtemperaturen unter +10°C mit verminderter Vernetzungsdichte und können Weißanlaufen (Amine Blush) entwickeln — das Ergebnis sind mechanisch und chemisch geschwächte Schichten. MMA-Polymere polymerisieren radikalisch auch bei -30°C vollständig und sind damit das einzige praxistaugliche Kaltbodensystem für Tiefkühllager und Kühlhäuser, die nicht vollständig abgetaut werden können.
Die Verarbeitungsauflagen sind streng: Atemschutz Filterklasse A/P2 ist Pflicht, da MMA-Dämpfe bei höheren Konzentrationen reizend wirken und den MAK-Wert schnell überschreiten. Zündquellen im Umkreis von mindestens 5 m müssen ausgeschlossen sein (Flammpunkt MMA ca. -7°C); Zwangsbelüftung ist auch im Freien zu erwägen, wenn Luftbewegung nachlässt.

Wichtige Begriffe rund um Industrieboden
CM-Messung (Calcium-Carbid-Methode)
Haftzugfestigkeit (EN 1542)
OS 8 (Oberflächenschutzsystem)
ESD / ableitfähiger Boden
Verdrängungsraum (V-Wert)
Amine Blush
Rissüberbrückende Beschichtungssysteme: OS-Klassen, Dehnbrücken und die Grenze zur Injektion
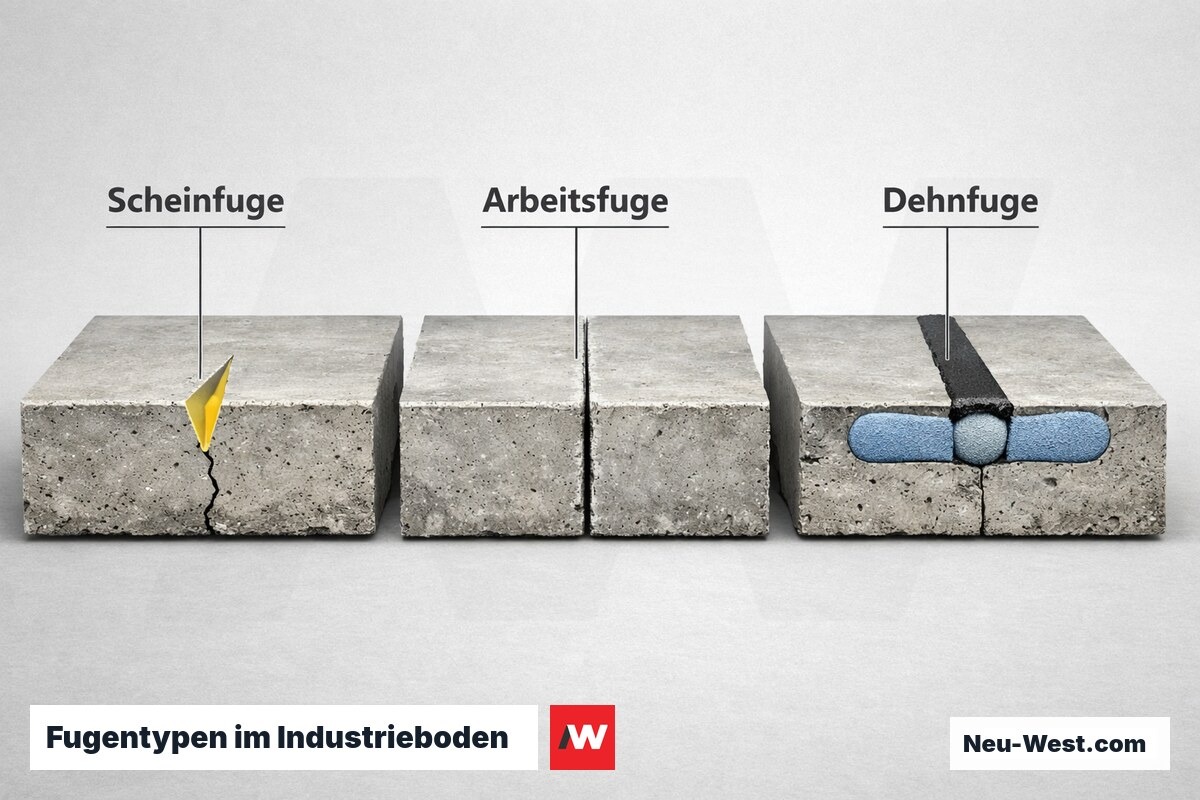
Rissüberbrückende Beschichtungen nach DIN EN 1504-2 (OS 8) sind für Risse mit Restbewegung bis 0,5 mm unter dynamischer Beanspruchung spezifiziert. Voraussetzung ist ein stabiler, nicht progressiv wachsender Riss — Risse durch konstruktive Mängel oder fehlende Fugen müssen zuerst durch Injektion stabilisiert oder durch Fugenprofile entkoppelt werden.

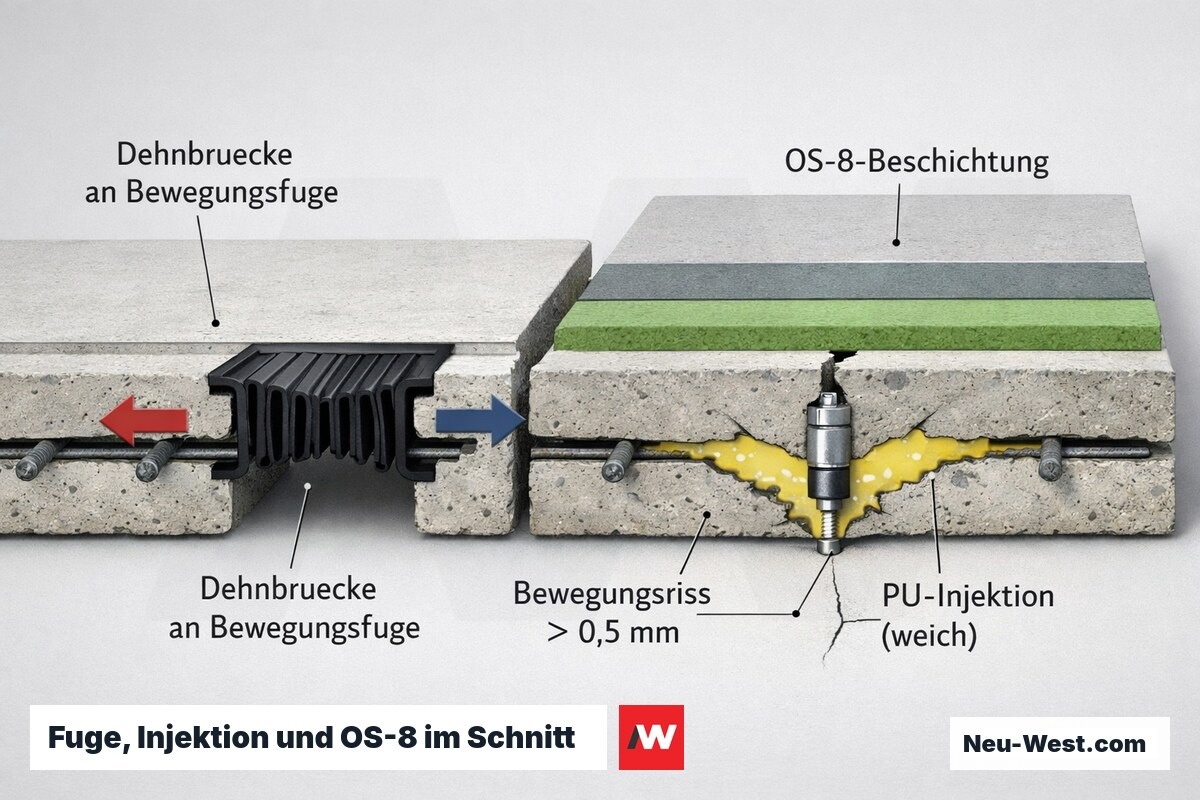
Dehnbrücken an Bewegungsfugen dürfen niemals überbeschichtet werden; sie nehmen Relativbewegungen auf, die jede Beschichtung bei wiederholter Beanspruchung zerstören. Bei Rissen mit Bewegung > 0,5 mm oder Breiten > 5 mm ist eine duktile Polyurethan-Injektion (weich härtend) der Beschichtung vorzuziehen — oder die Kombination aus Injektion und nachfolgender OS-8-Beschichtung, die bei Parkdecks und schwerlastbelasteten Industriehallen Stand der Technik ist.









